
ワンパスホーニング加工の導入事例
竹沢精機のワンパスホーニングは、産業分野を問わず、ホーニング加工を必要とするあらゆる場面で、生産性の大幅な向上と、コストダウンに貢献しています。
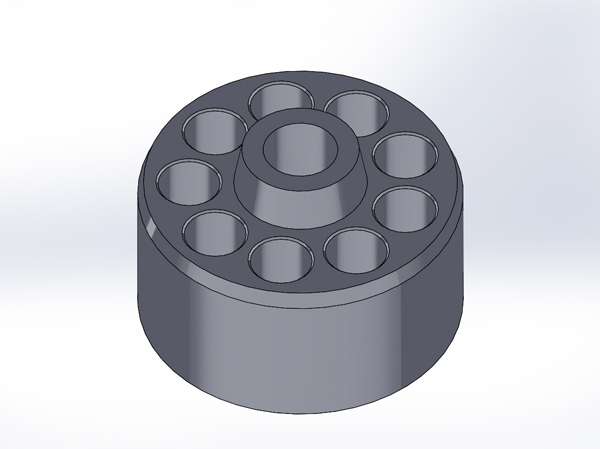
浸炭焼入れ後の軸受部分の内径仕上げ

浸炭焼入れ後の非常に硬質な素材の内径仕上げ加工を行った事例です。熱処理によって生じる内径の歪みを補正することが求められました。一般的な工具は加工効率の面で採用が難しく、竹沢精機のCBNラッピングリーマとフローティングホルダをご採用いただきました。その結果、目標精度と、生産量を達成することに成功しました。
工程集約により生産性向上
ホーニング工程の工数削減と、段取り時間の削減が求められた事例です。従来、ブランク加工とホーニング加工の2工程で生産していましたが、竹沢精機のダイヤモンドリーマをご採用いただくことで、マシニングセンタによる一連加工が可能になりました。その結果、段取り時間が削減され、一連加工により生産性も向上しました。また、この工程改善では、新規に設備投資を行うことなく問題を解決しました。
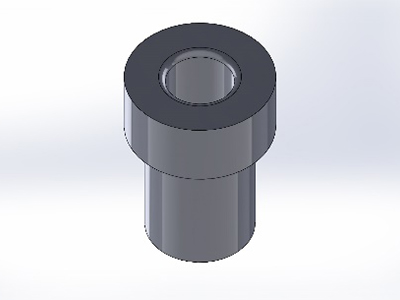
シリンダの表面粗さの改善
(油圧機器メーカー様)

油圧シリンダのホーニング加工を改善した事例です。表面粗さが不安定なため歩留まりが悪く、生産性が低下していました。ヒアリングと分析の結果、加工時のツールの振れが原因であることがわかり、竹沢精機のダイヤモンドリーマとフローティングホルダをご提案・ご採用いただきました。その結果、加工精度が安定したばかりでなく、マシニングセンタによる一連加工が可能になったため、段取り作業も削減することが可能になり、生産性を大幅に向上させることに成功しました。
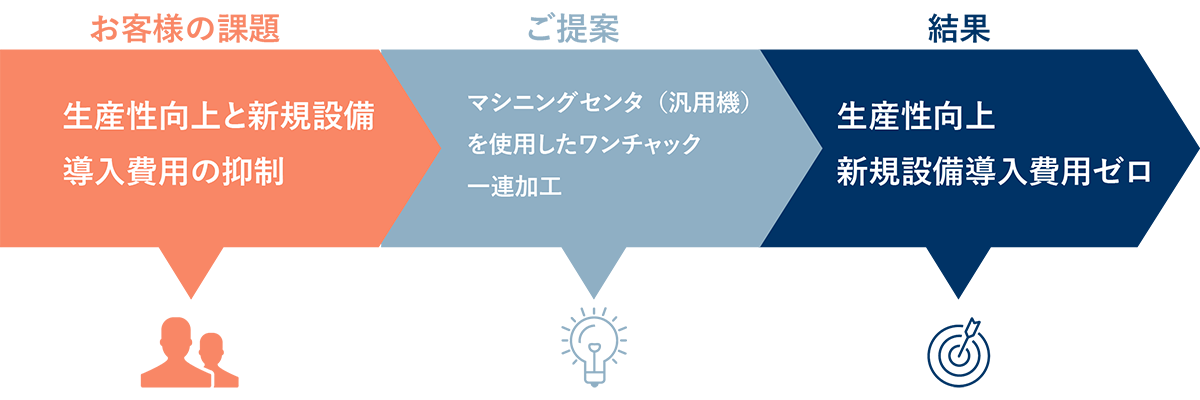
小ロット油圧部品の生産性改善
(建設機械メーカー様)

油圧部品の内径仕上工程を改善した事例です。従来の面圧式ホーニング加工では段取り替えの時間がかかりすぎることと、小ロット生産部品であったため、ホーニング専用機の導入を避けたいという問題が有りました。そこで汎用のマシニングセンタに、竹沢精機のダイヤモンドリーマを装着するワンパスホーニング工法をご提案しました。提案をご採用いただいた結果、ワンチャック一連加工が可能になり、段取り時間の大幅な削減と、新規設備投資が不要になりました。
ワンパスホーニングの導入実績分野
竹沢精機のワンパスホーニングは、さまざまな業界のお客様にご採用いただいています。
自動車部品関係
・ ターボチャージャー軸受
・ エンジン周辺部品
・ 燃料噴射装置部品
・ ブレーキ周辺部品
・ トランスミッション部品
油圧部品
・ 建設機械
・ 農業機械
・ 船舶
産業機械部品
・ コンプレッサ部品
・ 金型部品
・ ツーリング
・ モータ部品
・ 工業用ミシン部品
その他
・ 自転車部品
・ ライフル銃部品
その他ワンパスホーニングの受託加工分野
幅広い業界のお客様と長期的なパートナーシップを構築し、生産パートナーとして貢献しています。
| No. | 1 | 2 | 3 | 4 | |
|---|---|---|---|---|---|
| ワーク 仕様 |
部品名 | トランスミッション | エンジン関連部品 | フューエルインジェクタ | 金型関連部品 |
| 材質 | SCr420H 浸炭焼入 | S40C 焼入焼戻し | SUS440C 浸炭焼入 | HAP10 浸炭焼入 | |
| 種類 | 貫通穴 | 止り穴 | 貫通穴 | 貫通穴 | |
| 設備 仕様 |
機械 | ホーニング専用機 | ホーニング専用機 | ホーニング専用機 | ホーニング専用機 |
| ホルダ | フローティングホルダ | フローティングホルダ | フローティングホルダ | フローティングホルダ | |
| ツール | CBNラッピングリーマ | CBNラッピングリーマ | CBNラッピングリーマ | CBNラッピングリーマ | |
| 工程数 | 2 | 2 | 4 | 1(自動拡張式) | |
| 性能 | 面粗さ | Ra 0.8 | Ra 0.8 | Rz 0.8 | Rz 0.4 |
| 真円筒度 | 0.01 | 0.01 | 0.002 | 0.002 | |
| 加工時間 | 約20秒/1サイクル | 約30秒/1サイクル | 約30秒/1サイクル | 約10秒/1サイクル | |
| 工具寿命 | 30,000~40,000 | 10,000~15,000 | 10,000~20,000 | フィードバック中 | |
| イメージ | 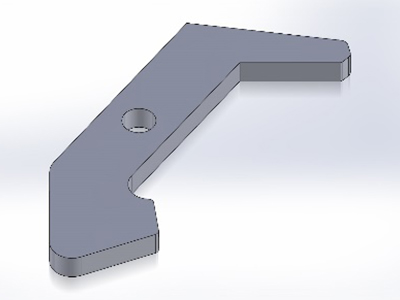 |
 |
 |
 |
|
| No. | 5 | 6 | 7 | 8 | |
|---|---|---|---|---|---|
| ワーク 仕様 |
部品名 | 油圧バルブボディ | 油圧シリンダブロック | 油圧スリーブ | コンプレッサフレーム |
| 材質 | FCV350 | FCD450 | S45C 調質 | FC250 | |
| 種類 | 貫通穴 | 止り穴 | 貫通穴 | 貫通穴 | |
| 設備 仕様 |
機械 | 横型MC(一連加工) | 縦型MC(一連加工) | ホーニング専用機 | ホーニング専用機 |
| ホルダ | ゼロホルダ(市販品) | フローティングホルダ | フローティングホルダ | フローティングホルダ | |
| ツール | スーパープレッションリーマ | DIAラッピングリーマ | スーパープレッションリーマ | スーパープレッションリーマ | |
| 工程数 | 2 | 2 | 2 | 2 | |
| 性能 | 面粗さ | Rmax 1.6 | Ra 0.4 | Rz 3.2 | Rz 1.6 |
| 真円筒度 | 0.003 | -- | 0.005 | 0.004 | |
| 加工時間 | 約120秒/1サイクル | 約60秒/1サイクル | 約45秒/1サイクル | 約45秒/1サイクル | |
| 工具寿命 | 4~5,000 | 5,000~10,000 | 10,000~15,000 | 30,000~40,000 | |
| イメージ | 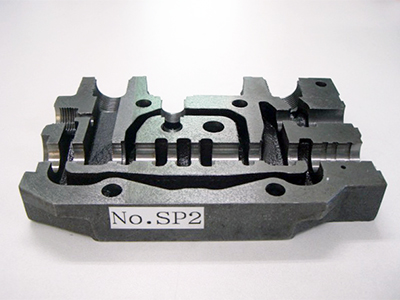 |
 |
 |
 |
|